October 2, 2021
Working hours:Mon to Sat (1000 hrs - 1800 hrs)Call Us: (+91) 98703 93898
Uncategorized Archives - Brij Encapsulants (India)
September 30, 2021

September 27, 2021

A considerable research and evolution in solar photovoltaic have led to sheer price depletions and productive improvements all over the supply chain. When this combined with subsidy inputs from government administration, has led to an enormous growth of this industry.
As per the latest MNRE report, module manufacturing presently perches at just over 2500 MW and is assured to augment further to meet the growing demand. However, the investment you made in solar would be long-term, compensating for 8 years or more. Thus, it is essential to prolong durability, trustworthiness and make particular cost-effectiveness of this investment.
With the experience of more than 20 years in the EVA processing field, Brij has a story of supporting this industry by building high-quality solar cell Encapsulants.
PV Module Basics
Though looks simple, a crystalline module is a combination of massive engineered materials operating together in pair to tackle energy. Therefore, every element used acts on its quality, longevity and plays an essential factor. One such element is the Ethylene Vinyl Acetate (EVA) Encapsulant.
A PV module is assessed by its electrical performance and its annual degradation, and product lifetime. Thus, an affordable module might appear to be a catchy option today but could be jammed with inferiority elements leading to a short lifetime and low return on investments.
Now you might be thinking of what happens when a solar panel is safeguarded with a less quality Encapsulant? It may lead to different defects like yellowing of module surface, electrical framework, water influx and stratification.
Quality Assurance And Test Standards
Product testing can be defined as the form of quality control in composure to product research and development. Though it is considered the most unvaried and extravagant research and development stage, it is still assertive.
The typical tests for ascertaining the quality of various module elements, especially EVA, are broadly varied and sometimes enigmatic.
Now let’s discuss some of the tests typically used to establish the EVA Encapsulant films.
1.Encapsulant tests
Mostly, all of the tests can be executed on the shop floor systematically to ensure consistency.
a)Peel Strength (Adhesion test)
Adherence of EVA to granule is the crucial element to the endurance of a module throughout its functional lifetime. Low absorption is a good indicator of expired EVA or disclosure to moisture during transit or even unsuitable laminating conditions. EN 1895 & ASTM D1876 test standards can be followed to determine the peel strength promptly.
b)Gel Content Test (Crosslinking Ratio)
The gel content of EVA is a measure of the degree of crosslinking of the polymer. Lower gel content desires a lower degree of crosslinking, which endangers the long term mechanical righteousness of the module. ASTM D-2765 test standards can be deserved to determine the gel content precisely. Differences of the same are often used to imprecise the gel content values at the shop floor level.
c)Thermal Shrinkage
EVA films have a fundamental inclination to reduce when heated at lamination temperatures. Reduction is usually caused due to process that induces stresses during the building of EVA films. Therefore, it is essential to use it else it might lead to breakage of solar cells, stumble of strings, amongst other stability issues. In general, 2% or fewer shrinkage levels are permissible and are considered as not laminating problems.
2.Module Tests
EVA is an essential component of a solar module, and thus it is critical to evaluate its impact on module lifespan. Now let’s discuss some of the tests that can be performed at the module level which may impact the quality of Encapsulant film:
a)Accelerated Aging
Other testing bodies have formulated several laboratory tests to envisage module output and condition at the end of life to recreate the external environment and facilitate the moderate natural aging process.
Let’s have a look at some tests that are important to the EVA Encapsulant:
- Damp heat test
Determination of the ability of the module to resist the effects of long-term disclosure to humidity and heat is one of the vital aspects of this test. The test contains a systematized procedure according to IEC 61215 wherein the module is subjected to 85°C, 85% relative humidity for 1000 hrs.
- UV Testing
EVA is delicate to UV radiation and undergoes degradation on its continuous exposure. Therefore, it is essential to confirm if this indignity rate is well under the specified limits to ensure long-term stability. While making the UV testing, the module is exposed to 15 kWh/m2 UV light within 280nm to 320nm and 5kWh/m2 in 320 to 385nm spectrum at a temperature of 60°C.
- Thermal Cycling
In actual structure, solar modules, particularly in cold weather, resist temperature changes and, at times, from zero to 30-40 degrees in a single day. It may also lead to thermal exhaustion due to continuous enlargement and contraction of elements. IEC61215 tests this by exposing the modules to 200 cycles between -40°C to 85°C, with the cycle time not exceeding 6 hours.
- Humidity Freeze
The humidity freeze test regulates the capability of the module to resist changes in temperature in fuggy conditions. It evaluates the access of moisture through several layers of solar panels. Under it involves 10 cycles of disclosure to 85°C at 85% RH for the first 20 hrs and -40°C without RH control for the next 4 hours. It is one of the major port tests and examines the quality of adhesion.
b)PID Testing
In recent times, MW scale insertions have propelled the voltage limits of more than 800V leading high potential gradient between the solar cells and the streak frame. There might be changes where the gradient is highly negative, making the leakage current from the module frame to the cell. It may result in impurities from the top glass surface through EVA into the solar cell. In this test, the module is put to a temperature of 60°C with 85% humidity under 1000V load for 96 hours.
Conclusion
Thus, we hope you understand the different test standards used in Solar EVA Encapsulation sheets. A substantial encapsulant needs rigorous quality control, consistent compositions and utilization of the best raw materials.
Even a minute decline of the possessions of the encapsulant extension will weaken the electrical output of the module that is of vital importance to providing a 25 to 30-year working life of a solar module. Moreover, a supreme EVA film should enchant high boom strength, adequate gel content, low abatement and should resist the module tests and harsh environmental conditions with ease.
Brij is the first Indian company to manufacture EVA Encapsulation Films and is the leader in manufacturing IEC 61215 qualified films in the nation. Through constant research and development, in-house testing laboratory, and stringent quality checks, Brij makes sure that each square meter of EVA manufactured encapsulates the modules for 25 years and a lifetime.
September 25, 2021
With over 500MW laminations, Brij Encapsulants have withstood the tests of time and quality. Contact us today for details.
September 20, 2021
Certified solution
Proven Quality
Lifetime reliability
Trusted technology
September 10, 2021
May the blessing of Shree Ganesha be with you and your family forever!
Brij Encapsulants wish you all a very Happy Ganesh Chaturthi!
August 28, 2021
Going solar also helps you better forecast and manage your expenses!

August 25, 2021
One of the significant factors in minimizing the costs of photovoltaic systems is to enlarge the integrity or dependability and the lifelong service of the PV modules. Solar modules are used to undertake raspy environmental hassles due to the persistent disparities of temperature and humidity. Also, the modules have to hold out for 25 years in such conditions with a maximum of 20% degradation in power to qualify most of the applications. Hence, it is requisite for manufactures to grab all possible provisions and care. At the same time, manufacturing also understands any defects in advance to ensure long-term durability and constant process improvement.
According to the International Energy Agency, the obstacles in solar PV modules can be classified as early failure, midlife failure and wear-out failure. Each category is described in detail as follows:
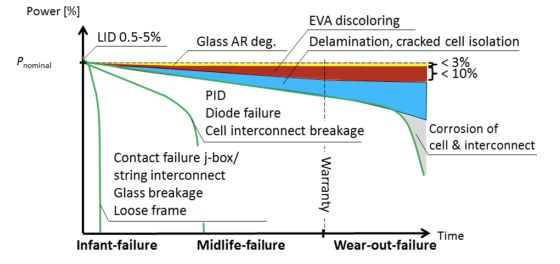
1.Infant or Early failure
Infant or Early failures usually arise in the initial period of a PV module. This prototype classified errors such as contact failures, string disconnects, loose frames, glass breakage, etc., are classified under this prototype.
2.Midlife Failure
The defeats or failures that occur within 10-15 years of operation are termed midlife failures. It majorly involves failures such as potential instigate degradation, Diode failure, Glass degradation, etc.
3.Wear-out Failure
Wear out failures arise due to declining processes or mechanical wear, and its chances of occurrence increase with time. It consists of issues such as corrosion of cells, occurring late in module lifetime, etc.
Some of the other failures that can be occurred are packaging material degradation or semiconductor device degradation.
1.Packaging Material Degradation
In packaging material degradation, defects such as breaking of glass, cracking of back sheet, failure of bypass diode can be included.
Now let’s discuss some of the packaging material degradations:
-
Encapsulant Degradation
The immense exposure of the solar modules to the light results in the humiliation of the encapsulant, Degradation of EVA, upon subjection to UV rays and high temperatures. It causes discoloration and produces acetic acid that can further dissolve the metallization on solar cells.
-
Diode or Junction box failures
Suppose the formation of the junction box is not efficient or the sealing is not relevant. In that case, rainwater can get into the terminals and corrode them, directing to higher series resistance, less power output and electric fires.
-
Backsheet degradation
Backsheets are the primary line of defence for PV modules. Besides any physical damage, its humiliation is majorly caused due to the high exposure of direct UV in the front and reflected UV at the back, which can lead to cracking, delamination, etc.
-
Loss of Adhesion
Ethylene-vinyl acetate (EVA) is commonly used to protect the operating environment and acts as an adhesive between the front glass and back sheet.
-
Moisture Intrusion
Moisture can pierce a PV module from the overlaid edges or backsheet, thus result in corrosion and increased leakage current. Corrosion results in the failure of contact between the grid lines and cell, creating a loss in electrical performance.
-
Corrosion of interconnects
Commuting the structure of the solder joints due to the separation of metals in the bonding alloy results in interconnect degradation.
-
Increased leakage currents
Leakage currents engendered due to the interconnections or humidity approach can lead to high voltage safety issues, thus generating safety hazards.
-
Thermal degradation
The generation of lattice defects in the structure of the solar cells strikes the electrical properties of the cell. The temperature degradation mainly results in an increased series resistance and leads to the declination of the anti-reflective coatings.
-
Performance degradation
On account of stratum or delamination, the sunlight cannot get into the cells, resulting in performance degradation. These failures can also impact constant debauchery of heat evolving into higher operating cell temperature.
2.Semiconductor Device Degradation
-
Hot Spots
Hot spots happen in a module when its operating power exceeds the minimized short circuit power of a shaded cell within it. The failure of hotspots can lead to the non-uniform illumination of the module, individual cell degradation, etc.
-
Snail Trails
A snail track is a grey discoloration of silver paste on the screen-printed solar cells. The discoloring usually occurs within one year after installing the PV modules due to the moisture entrance through micro cracks.
-
Broken cell
Wafer slicing, cell production, hanging and other implanted process during the production of the solar cell can result in cell cracks. It can also lead to an output of the modules and float unwanted hot spots.
-
Potential induced degradation
Potential induced degradation occurs when the module’s voltage potential and leakage current drive within the module between the semiconductor material and other module elements, thus causing the module’s power output volume to degrade.
-
Striation Rings
Striations are growth actuated magnetization that hinders the applications of solid-solutions crystals in photovoltaic applications. They are majorly caused by transitive impermanence during crystal growth and are not revealed to impact area operations.
-
Light–Induced Degradation
Light-Induced Degradation (LID) usually occurs in lucent silicon cells in the initial hours of outdoor exposure and diminishes the short-circuit power by 1-5%. It generally attributes to boron-oxygen defects in the P-type wafer.
The list of field issues or problems can be limitless; however, a component needs to understand and acknowledge the essential ones for constant product improvement.
With more than 25 years of EVA processing experience and constant interactions with research organizations around the globe, the R&D team at Brij examines any issues. It ensures that every square meter of Brij EVA abbreviates solar modules for a lifetime.
August 22, 2021
“A brother is a friend God gave you a sister is a friend your heart chose for you” Happy Raksha Bandhan!
August 15, 2021
India
Head Office
28, Harsh Vihar, Pitampura,
New Delhi – 110034
New Delhi – 110034
LOCATIONS